
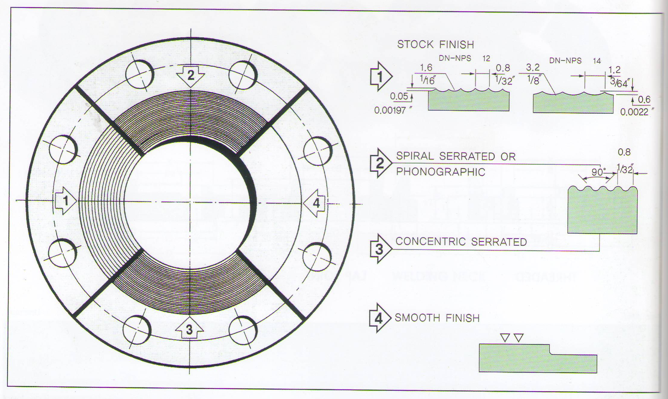
સ્ટોક ફિનિશ:
કોઈપણ ગાસ્કેટ પૂર્ણાહુતિનો સૌથી વધુ ઉપયોગ થાય છે, કારણ કે વ્યવહારીક રીતે તમામ સામાન્ય સેવા સિન્ડિશન માટે યોગ્ય છે. આ સતત સર્પાકાર ગ્રુવ છે.
12″ (304.8mm) અને તેનાથી નાના ફ્લેંજ્સ 1/16″ રાઉન્ડ-નોઝવાળા ટૂલ સાથે 1/32″ પ્રતિ ક્રાંતિના ફીડ પર બનાવવામાં આવે છે.
14″ (355.6mm) અને તેનાથી મોટા કદ માટે. ફિનિશને 1/8″ રાઉન્ડ-નોઝવાળા ટૂલ સાથે 3/64″ પ્રતિ ક્રાંતિના ફીડ પર બનાવવામાં આવે છે.
સર્પાકાર સીરેટેડ અથવા ફોનોગ્રાફિક:
આ પૂર્ણાહુતિ 90° રાઉન્ડ-નાકવાળા ટૂલનો ઉપયોગ કરીને ઉત્પન્ન થાય છે.
કેન્દ્રિત સીરેટેડ:
આ પૂર્ણાહુતિ 90° રાઉન્ડ-નાકવાળા ટૂલનો ઉપયોગ કરીને ઉત્પન્ન થાય છે.
સ્મૂથ ફિનિશ:
ઉપયોગમાં લેવાતા કટીંગ ટૂલની આશરે 0.06″ ત્રિજ્યા હોવી જોઈએ.
પરિણામી સપાટીની પૂર્ણાહુતિ 125μ ઇંચથી 250μ ઇંચ (ANSI B16.5 પેરા 6.4;4.1) હોવી જોઈએ.
1.ઉછરેલો ચહેરો. અને મોટા પુરુષ અને સ્ત્રી
કાં તો 34 થી 64 ગ્રુવ્સ પ્રતિ ઇંચ સુધીના દાણાદાર-કેન્દ્રી અથવા દાણાદાર-સર્પાકાર ફિનિશનો ઉપયોગ થાય છે.
કાર્યરત કટીંગ ટૂલ અંદાજે 0.06 ઇંચ ત્રિજ્યા ધરાવે છે.
પરિણામી સપાટીની પૂર્ણાહુતિમાં 125μ ઇંચ(3.2μm) થી 500μ ઇંચ(12.5μm) અંદાજિત ખરબચડી હોવી જોઇએ
2.જીભ અને ખાંચો, અને નાના પુરુષ અને સ્ત્રી
ગાસ્કેટ સંપર્ક સપાટી 125μ in.(3.2μm) રફનેસ કરતાં વધી નથી
3.રિંગ જોઈન્ટ
ગાસ્કેટ ગ્રુવની અંદરની દિવાલની સપાટી 63μ in.(1.6μm) રફનેસથી વધુ નથી.
4.અંધ
બ્લાઇન્ડ ફ્લેંજ્સને કેન્દ્રમાં ચહેરાની જરૂર નથી જો, જ્યારે આ મધ્ય ભાગને ઊંચો કરવામાં આવે, ત્યારે તેનો વ્યાસ ઓછામાં ઓછો 1 ઇંચ હોય.
અનુરૂપ દબાણ વર્ગના ફિટિંગના આંતરિક વ્યાસ કરતા નાનું.
જ્યારે કેન્દ્રનો ભાગ દબાયેલો હોય છે, ત્યારે તેનો વ્યાસ સંબંધિત દબાણ વર્ગના ફિટિંગના અંદરના વ્યાસ કરતા વધારે હોતો નથી.
ડિપ્રેસ્ડ સેન્ટરની મશીનિંગ જરૂરી નથી.
પોસ્ટનો સમય: સપ્ટેમ્બર-02-2021